Контроль трубопроводов: сравнение радиографического, радиационного и автоматизированного ультразвукового методов контроля.
Экономический аспект проблемы.
В последние годы применение автоматизированного ультразвукового контроля (АУЗК) для контроля сварных соединений трубопровода намного возросло, но при этом он остается достаточно экзотическим видом контроля. Данная статья рассматривает экономическую целесообразность внедрения автоматизированного УЗК по сравнению с традиционной пленочной радиографией.
Еще недавно контроль сварных соединений трубопровода был целиком областью радиографии. И только с появлением автоматических систем УЗК (к примеру Р-скан 4) обоснованно стал эффективной альтернативой радиографии. Новый руководящий документ, действующий с 2007 г., СТО «Газпром» рекомендует применение АУЗК с автоматической фиксацией и расшифровкой результатов контроля. При этом, ультразвуковая аппаратура АУЗК сварных соединений должна предусматривать получение ультразвукограмм, адекватных по информативности рентгенограммам. Система АУЗК Р-скан 4, например, обладает возможностью точного определения размеров и положения дефектов в сварном шве, при этом сохраняя основные преимущества УЗК над РК, а именно:
- лучшее выявление плоскостных дефектов (непроваров, трещин);
- высокая скорость контроля;
- безопасность для персонала.
Применение систем АУЗК сварных соединений газопроводов и допустимость дефектов определяют по результатам автоматизированного контроля по соответствующим методикам.
Сравнительный анализ трудозатрат при проведении радиационного и ультразвукового контроля.
Ежедневная производительность труда сварочных бригад диктуется в большой степени временем, за которое сварное соединение может быть проконтролировано неразрушающим методом. Традиционно, сварные соединения трубопроводов контролируются через две стенки радиографическим методом. Обычно, чтобы проконтролировать кольцевое сварочное соединение трубы диаметром 720 мм, необходимо сделать 3 экспозиции. При этом, для просвечивания, проявления, сушки радиографической пленки и обработки результатов контроля требуется значительное время. Бригады сварщиков вынуждены ждать результатов контроля, что очень непроизводительно.
В тоже время, бригада из 3 человек, использующая автоматизированные системы контроля (например Р-скан 4), в состоянии не отставать от механизированной сварочной бригады на магистрали, осуществляя контроль более, чем 130 сварных соединений в день. Это в 4 раза производительной, чем при использовании радиографии.
В таблице 1 сравнивается время контроля при рентгенографии и УЗК.
Таблица 1
Время-затраты на контроль сварного соединения трубы диаметром 720 мм с различной толщиной стенок.
| Время контроля сварного соединения трубы диаметром 720 мм при 4 вариантах толщины стенок с применением гамма-дефектоскопа (100 кюри), минут | ||||
| Толщина стенки, мм | 14 | 15 | 18 | 22 |
| Начальная установка и подключение защитных барьеров | 15 | 15 | 15 | 15 |
| Снимок 1 | 6 | 6 | 18 | 28 |
| Снимок 2 | 8 | 10 | 20 | 31 |
| Снимок 3 | 8 | 10 | 20 | 31 |
| Проявка, сушка и интерпретация | 40 | 40 | 40 | 40 |
| Общее время контроля | 77 | 83 | 86 | 101 |
| Время контроля сварного соединения трубы диаметром 720 мм при 4 вариантах толщины стенок с применением рентгеновского аппарата на 300 кВ, минут | ||||
| Толщина стенки, мм | 14 | 15 | 18 | 22 |
| Начальная установка и подключение защитных барьеров | 20 | 20 | 20 | 20 |
| Снимок 1 | 6 | 15 | 24 | 36 |
| Снимок 2 | 10 | 17 | 26 | 38 |
| Снимок 3 | 10 | 17 | 26 | 38 |
| Проявка, сушка и интерпретация | 40 | 40 | 40 | 40 |
| Общее время контроля | 88 | 109 | 136 | 172 |
| Толщина стенки, мм | 14 | 15 | 18 | 22 |
| Калибровка и прокладка | 15 | 15 | 15 | 15 |
| Сканирование сварного соединения и вывод данных | 4 | 4 | 4 | 4 |
| Общее время контроля | 19 | 19 | 19 | 19 |
Как видно из таблицы 1, автоматизированный УЗК в 5-10 раз более продуктивен, чем рентген- или гамма-радиография. Если рассмотреть время-затраты на транспортировку и развертывание оборудования, то эффективность еще выше.
Небольшой размер и вес УЗ оборудования (система Р-скан + сканер весит 12 кг) дают возможность погрузить их на борт полно-приводного легкового автомобиля (типа «Нива»). При этом, одна УЗК бригада (как было оговорено) может обслуживать одну, три и даже четыре бригады сварщиков.
Для размещения же лаборатории радиационного контроля, необходима а/м типа УАЗ (лучше УРАЛ или ГАЗ),что связано с необходимостью размещения темной комнаты и рентгеновского аппарата (или гамма-дефектоскопа). В совокупности с большим временем необходимым для проведения контроля это приводит к тому, что одна радиографическая бригада назначается к каждой бригаде сварщиков.
Сравнение стоимости мобильной радиографической лаборатории и мобильной лаборатории с автоматизированной системой контроля.
При учете стоимости проведения радиографического контроля следует учитывать необходимость использования дорогостоящих расходных материалов (рентгеновской пленки и реактивов для фотообработки).
Таблица 2
Стоимость расходных материалов используемых в рентгенографии
| ТИП пленки и фотореактивов | Стоимость на день работы (35 стыков трубы 720 диаметра), руб |
| РТ-1 (проявитель и фиксаж “Формат”) | 4851 |
| KODAK АА400 (проявитель и фиксаж “Кодак“) | 5399 |
Таблица 3
Сравнительная стоимость мобильных лабораторий
| ТИП мобильной лаборатории | Основные характеристики | Стоимость * , тыс. руб |
| Лаборатория РК на базе УАЗ (включая все основное и вспомогательное оборудование) | Гамма-дефектоскоп или импульсный рентген аппарат, ручная фотообработка | 2500 |
| Лаборатория РК на базе УАЗ (включая все основное и вспомогательное оборудование) | Рентген-аппарат постоянного потенциала, ручная фотообработка | 3100 |
| Лаборатория РК на базе Урал (включая все основное и вспомогательное оборудование) | рентген-аппарат постоянного потенциала, автоматическая фотообработка | 4750 |
| Лаборатория РК на базе Урал (включая все основное и вспомогательное оборудование) | рентген-аппарат постоянного потенциала, автоматическая фотообработка, автоматическая расшифровка данных | 5000 |
| Лаборатория АУЗК на базе Нива (включая все основное и вспомогательное оборудование) | УЗК дефектоскоп Р-скан 4, сканер, система автоматической расшифровки денных | 6500 |
*Примечание:
в стоимость лаборатории РК входят расходные материалы на 1 сезон (4 месяца)
Следует учесть, что одна лаборатория АУЗК как было показано выше, по эффективности сравнима с 4мя лабораториями РК.
Основные преимущества и недостатки ультразвукового и радиографического контроля.
Таблица 4
| Преимущества | Недостатки |
| Гамма-радиография | |
|
|
| Рентгенография | |
|
|
| Автоматизированный УЗК | |
|
|
Выводы:
- УЗК с помощью автоматизированных систем проводится в среднем в 4 раза быстрее, чем радиография. Это приводит к уменьшению в 4 раза количества требуемых для эквивалентного объема контроля установок (лабораторий) по сравнению с радиографией.
- В настоящие время внедрение АУЗК тормозиться только из-за неосведомленности специалистов и кажущейся дороговизны систем АУЗК.
- Данный вид контроля, как было показано выше, технологически и экономически обоснован, имеет всю необходимую нормативную базу, абсолютно безопасен для персонала.
Источник
Ультразвуковой контроль (УК)
По сравнению с другими методами НК ультразвуковой позволяет выявлять дефекты разнообразной формы и ориентации независимо от их залегания, обладает высокой производительностью, низкой стоимостью, возможностью контроля изделия при одностороннем доступе. Недостатками являются трудности контроля крупнозернистых материалов (например, аустенитных сталей), а также тонкостенных изделий с толщиной 4 мм и меньше. Контроль изделий сложной формы требует разработки специальных методик или технологических инструкций.
Акустические колебания представляют собой механические колебания частиц упругой среды и характеризуются частотой, интенсивностью и видом. Процессы распространения этих колебаний в среде называют акустическими волнами. Виды колебаний в основном определяются свойствами упругой среды и способом их создания. В жидкостях и газах, обладающих упругостью объема, акустические колебания распространяются с одинаковой скоростью во всех направлениях. В телах, характеризуемых помимо упругости объема еще и упругостью формы (сдвиговой упругостью) и различием деформаций растяжение – сжатие в зависимости от направления (для анизотропных тел), закономерности распространения акустических волн значительно сложнее.
Колебания с частотой до 16. 20 Гц называют инфразвуковыми. Колебания с частотой от 16. 20 до (15…20)∙10 3 составляют диапазон слышимости, воспринимаемый человеческим ухом. При увеличении частоты колебаний звука более 20 кГц он переходит в ультразвук. При неразрушающем контроле металлических материалов используются частоты ультразвуков диапазона 0,5. 25 МГц.
Распространение акустической ультразвуковой волны в материале происходит с определенной постоянной скоростью , определяемой свойствами среды (следует отличать скорость ультразвуковой волны от скорости колебания упругих частиц , которая зависит от фазы колебаний). Распространение волны сопровождается образованием в материале зон, в которых частицы находятся в одинаковом колебательном состоянии (фазе). Минимальное расстояние между такими зонами называют длиной волны . Величина λ (м) связана со скоростью распространения C (м/с) (константа материала) и частотой колебаний f (Гц) выражением:
Длина волны определяет чувствительность ультразвукового контроля: при УЗД могут быть выявлены несплошности с размером превышающим удвоенное значение длины волны. При этом необходимо учитывать, что уменьшение длины волны (увеличение частоты колебаний) приводит к увеличению затухания ультразвуковых волн. Изменить длину ультразвуковой волны в конкретном материале можно только путем изменения частоты возбуждаемых колебаний.
Важное значение в дефектоскопии имеет такой параметр ультразвуковых колебаний как амплитуда A, м – наибольшее отклонение колеблющейся частицы от положения равновесия. В твердом теле амплитуда колебательного движения частиц в среде пропорциональна градиенту давления относительно среднего давления в среде. Энергию, переносимую волной через некоторую поверхность за единицу времени, называют плотностью энергии.
Направление колебаний частицы в твердых телах может быть различным по отношению к направлению распространения волны.
По характеру смещения частиц и распространению колебаний волны бывают нескольких типов: продольные (смещение частиц совпадает с направлением распространения колебаний), поперечные (смещение частиц происходит в направлении, перпендикулярном направлению распространения колебаний).
Ультразвуковой контроль (УК) основан на регистрации изменения параметров упругих волн, вводимых в контролируемый объект и распространяющихся в нем. Ультразвуковой контроль разделяется на методы:
комбинированные (использующие как отражение, так и прохождение);
собственных частот и импедансные.
В методах отражения анализируют отражения импульсов упругих волн от неоднородностей или границ объекта контроля (ОК), в методах прохождения – влияние параметров ОК на характеристики прошедших через него волн. Комбинированные методы используют влияние параметров ОК как на отражение, так и на прохождение упругих волн. В методах собственных частот о свойствах ОК судят по параметрам собственных или вынужденных колебаний (их частотам и величине потерь) всего ОК или его части. В импедансных методах информативным параметром служит механический импеданс ОК в зоне его контакта с преобразователем. Пассивные методы НК классифицируют по характеру анализируемых сигналов.
Методы отражения используют информацию, получаемую по отражению акустических волн в ОК. На рис. 1 приведены схемы различных методов отражения.
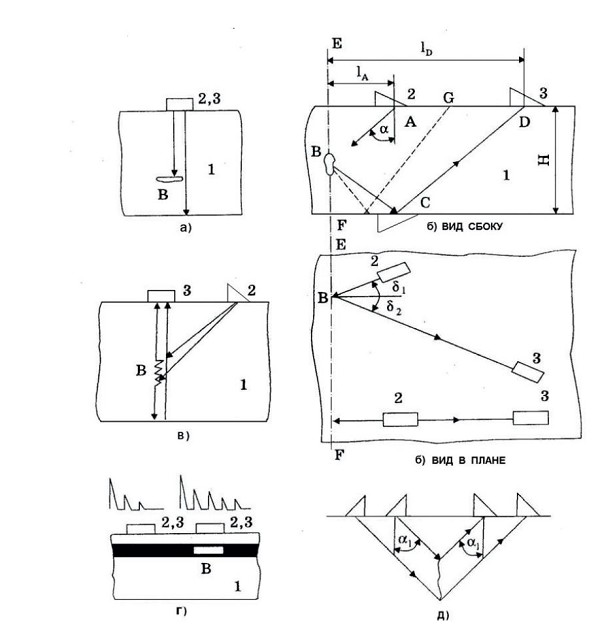
Эхо-метод (рис. 1. а) основан на регистрации эхосигналов от дефектов – несплошностей. Он похож на радио- и гидролокацию. Другие методы отражения применяют для поиска дефектов, плохо выявляемых эхометодом, и для исследования параметров дефектов.
Эхозеркальный метод (рис. 1. б) основан на анализе акустических импульсов, зеркально отраженных от донной поверхности ОК С и дефекта В, т. е. прошедшие путь ABCD. Вариант этого метода, рассчитанный на выявление вертикальных дефектов, называют методом тандем. Для его реализации при перемещении преобразователей 1 и 3 поддерживают постоянным значение lА + lD = 2Htgα, где Н — толщина ОК. Тогда будут выявляться дефекты в сечении EF. Для получения максимального (зеркального) отражения от невертикальных дефектов значение lA + lD варьируют. Другой вариант эхо-зеркального метода предусматривает перемещение преобразователей 2 и 3 с разных сторон ОК. Его иногда называют методом тандем-дуэт. При этом сохраняется принцип зеркального отражения от вертикального дефекта и донной поверхности. Применение метода тандем-дуэт целесообразно в случаях, когда при контроле методом тандем преобразователи 2 и 3 слишком сближаются и мешают друг другу.
Еще один вариант эхозеркального метода — с трансформацией типов волн на дефекте (Т-тандем). Преобразователь 2 излучает поперечную волну под углом ввода а большим 57 ° (для стали). Угол падения на вертикальный дефект 90°–α будет меньше критического, поэтому произойдет частичная трансформация поперечной волны в продольную, направленную в сторону дна ОК. Отраженную поперечную волну в дальнейшем не используют, а отраженная от дефекта продольная волна (показана штриховыми линиями) далее отразится от дна ОК и принимается другим преобразователем в точке G. Для реализации этого варианта эхозеркального метода требуется меньшее расстояние от преобразователей до оси сварного шва.
Дельта-метод (рис. 1. в) основан на использовании дифракции волн на дефекте. Часть падающей на дефект поперечной волны от излучателя 2 рассеивается во все стороны на краях дефекта В, причем частично превращается в продольную волну. Часть этих волн принимается приемником 3 продольных волн, расположенным над дефектом, а часть отражается от донной поверхности и также поступает на приемник. Варианты этого метода предполагают возможность перемещения приемника 3 по поверхности, изменения типов излучаемых и принимаемых волн.
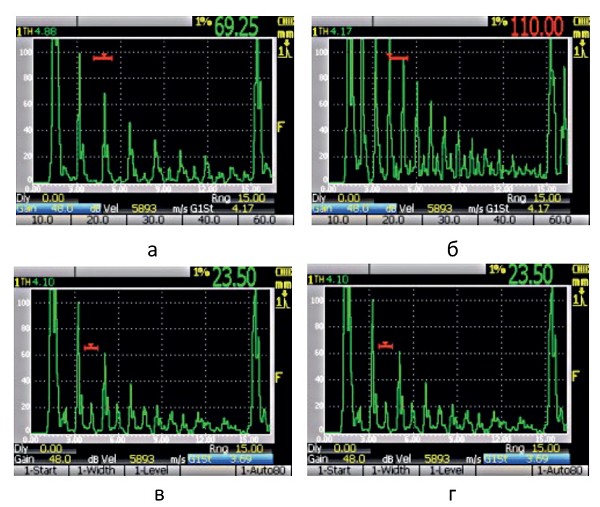
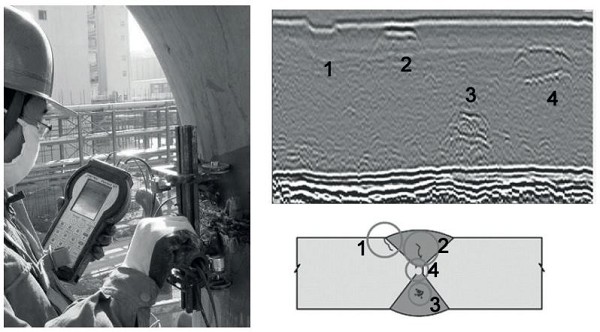
Реверберационный метод (рис. 1. г) основан на анализе времени объемной реверберации, то есть процесса постепенного затухания звука в некотором объеме – контролируемом объекте. При контроле используется один совмещенный преобразователь 2, 3. При контроле двухслойной конструкции в случае некачественного соединения слоев время реверберации в слое 1, с которым контактирует преобразователь, будет больше, а в случае доброкачественного соединения слоев – меньше, так как часть энергии будет переходить в другой слой. Данный метод получил широкое распространение при контроле контактной сварки. На рис. 2. показан характер изменения эхо-сигналов при многократном отражении от донной поверхности сварного соединения в зависимости от наличия (отсутствия) дефектов.
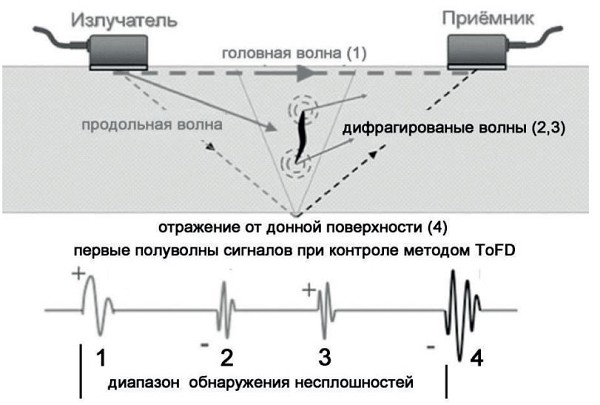
Дифракционно-временной метод (ToFD — Time of Flight Diffraction) (рис. 1. д) основан на приеме волн, рассеянных на концах дефекта, причем могут излучаться и приниматься как продольные, так и поперечные волны. На рис. 3. д представлен случай, когда излучаются поперечные волны, а принимаются продольные. Практическое применение, однако, получил вариант, при котором излучаются и принимаются продольные волны (рис. 3), поскольку они первыми приходят на приемник и по этому признаку их легко отличить от трансформированных волн. Основными информационными характеристиками ToFD являются:
время прихода сигнала, зная которое можно определить реальный размер несплошности;
фаза первой полуволны сигнала от дифракции на краях несплошности, благодаря которой можно установить тип несплошности.
При методе ToFD используются два ПЭП, работающие в раздельном режиме, при этом сканирование осуществляют путем линейного перемещения пары преобразователей, расположенных на фиксированном расстоянии друг от друга, вдоль участка контроля (рис. 4).
Наиболее существенные преимущества ToFD при контроле сварных швов по сравнению со стандартным эхо-методом заключаются в следующем:
возможность достижения более высокой точности при проведении измерений, как правило, ±1мм, а при повторном обследовании ±0,3 мм;
почти полная независимость вероятности обнаружения дефекта от его ориентации;
при калибровке аппаратуры учитываются только временные характеристики;
высокая производительность контроля, так как сканирование проводится вдоль путем продольного перемещения акустического блока вдоль шва;
документирование и хранение результатов контроля;
полная воспроизводимость результатов контроля.
Среди недостатков ToFD-метода следует отметить:
отсутствие критерия для классификации несплошностей по опасности (степени влияния на качество);
подповерхностные несплошности, расположенные близко к поверхности контролируемого изделия, могут быть скрыты головной волной, в связи с чем снижается вероятность их обнаружения.
Акустическая микроскопия отличается от эхометода повышением на один-два порядка частоты УЗ, использованием острой фокусировки и автоматическим или механизированным сканированием объектов небольшого размера. В результате удается зафиксировать небольшие по размеру изменения акустических свойств в ОК. Метод позволяет достичь разрешающей способности в сотые доли миллиметра. Возможна акустическая микроскопия с использованием прохождения волн.
Когерентные методы отличается от других методов отражения тем, что в качестве информационного параметра помимо амплитуды и времени прихода импульсов используется также фаза сигнала. Благодаря этому повышается на порядок разрешающая способность методов отражения и появляется возможность наблюдать изображения дефектов, близкие к реальным. Наиболее эффективным когерентным методом является компьютерная акустическая голография.
Методы прохождения в России чаще называемые теневыми, основаны на наблюдении изменения параметров прошедшего через ОК акустического сигнала (сквозного сигнала) и имеют следующие разновидности:
амплитудный метод прохождения;
временной метод прохождения;
метод многократной тени;
На начальном этапе развития использовали непрерывное излучение, а признаком дефекта было уменьшение амплитуды сквозного сигнала, вызванное образуемой дефектом звуковой тенью. Поэтому термин «теневой» адекватно отражал содержание метода. Однако в дальнейшем применение рассматриваемых методов расширилось. Методы начали применять для определения физико-механических свойств материалов, когда контролируемые параметры (упругие постоянные, коэффициент затухания, плотность и т.п.) не связаны с образующими звуковую тень нарушениями сплошности. При этом в большинстве случаев непрерывное излучение было заменено импульсным. Существенно расширено также число информативных параметров сквозного сигнала, к которым, кроме амплитуды, добавились фаза, время прихода и спектр. Таким образом, теневой метод может рассматриваться как частный случай более общего понятия «метод прохождения». При контроле методами прохождения излучающий и приемный преобразователи располагают по разные стороны ОК или контролируемого его участка. В некоторых методах прохождения преобразователи располагают с одной стороны ОК на определенном расстоянии друг от друга. Информацию получают, измеряя параметры прошедшего от излучателя к приемнику сквозного сигнала.
Амплитудный метод прохождения (или амплитудный теневой метод) основан на регистрации уменьшения амплитуды сквозного сигнала под влиянием дефекта, затрудняющего прохождение сигнала и создающего звуковую тень. Для контроля этим методом можно использовать тот же импульсный дефектоскоп, который включают по раздельной схеме, причем излучающий и приемный преобразователи располагают по разные стороны ОК. Иногда применяют специализированные более простые по схеме приборы.
Временной метод прохождения (временной теневой метод) основан на измерении запаздывания импульса, вызванного огибанием дефекта. Информационным параметром служит время прихода сквозного сигнала. Метод эффективен при контроле материалов с большим рассеянием УЗ, например, бетона, огнеупорного кирпича и т.п.
Метод многократной тени аналогичен амплитудному методу прохождения (теневому), но о наличии дефекта судят по амплитуде сквозного сигнала (теневого импульса) многократно (обычно двукратно) прошедшего между параллельными поверхностями изделия. Метод более чувствителен, чем теневой или зеркально-теневой, т. к. волны проходят через дефектную зону несколько раз, но менее помехоустойчив.
Термин «ультразвуковая томография» часто применяют к различным системам визуализации дефектов эхо и теневым методами. Между тем этот термин первоначально применялся к ультразвуковым системам, в которых пытались реализовать подход, повторяющий рентгеновскую томографию, то есть сквозное прозвучивание ОК по разным направлениям с выделением особенностей ОК, полученных при разных направлениях лучей.
Активные комбинированные методы содержат признаки, как методов отражения, так и методов прохождения и бывают следующих видов:
Зеркально-теневой (ЗТ) метод основан на измерении амплитуды донного сигнала. По технике выполнения (фиксируется эхосигнал) это метод отражения, а по физической сущности (измеряют ослабление дефектом сигнала, дважды прошедшего ОК) он близок к теневому методу, поэтому его относят не к методам прохождения, а к комбинированным методам. ЗТ метод часто применяют совместно с эхо-методом. Наблюдают одновременно за появлением эхосигналов и за возможным ослаблением донного сигнала дефектами, которые не дают четких эхосигналов и плохо выявляются эхо-методом. Это может быть скопление очень мелких дефектов или дефект, расположенный так, что отраженный от него сигнал уходит в сторону и не попадает на приемный преобразователь.
Эхо-теневой метод основан на анализе как прошедших, так и отраженных волн.
Существуют также другие активные методы, находящие ограниченное применение для контроля металлов. Это, например, эхо-сквозной метод, методы собственных колебаний, импедансные методы, велосиметрический метод.
Для контроля ультразвукового контроля применяют импульсный дефектоскоп, упрощенная блок-схема которого показана на рис. 5.
Генератор зондирующих импульсов 7 возбуждает короткие электрические импульсы. В преобразователе 3 они преобразуются в импульсы УЗ колебаний, которые распространяются в ОК 4, отражаются от несплошности 6 и противоположной поверхности (дна) ОК, принимаются тем же (совмещенная схема включения) или другим (раздельная схема включения) преобразователем 2. Преобразователь превращает сигналы из УЗ в электрические. От него сигнал поступает на усилитель 1, а затем на экран 5 дефектоскопа.
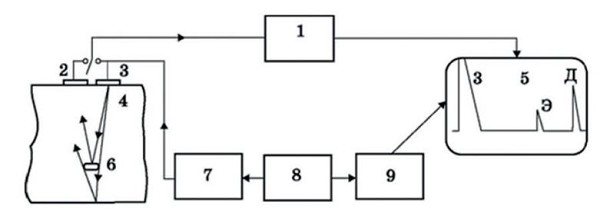
Одновременно (а иногда спустя некоторый интервал времени) с запуском генератора импульсов начинает работать генератор развертки 9. Правильную последовательность включения их, а также других узлов дефектоскопа, не показанных на упрощенной схеме, обеспечивает синхронизатор 8.
Сигналы от генератора развертки вызывают горизонтальное отклонение светящейся точки на экране, а от усилителя вертикальное отклонение. В результате экран УЗ эходефектоскопа отображает информацию двух видов: по горизонтальной линии развертки определяют длину пути импульса, а по вертикальной шкале оценивают его амплитуду Такое изображение называют разверткой типа А (А-разверткой, А-сканом).
Устройство для измерения расстояния до дефекта, дна ОК или другого отражателя – глубиномер – измеряет время пробега импульса до отражателя и обратно, а это время пересчитывают в расстояние с учетом скорости распространения ультразвука в ОК. Глубиномер предварительно настраивают на скорость распространения используемого типа волн в материале изделия и исключают время пробега в протекторе или призме преобразователя. При контроле наклонным преобразователем глубиномер позволяет измерять две координаты дефекта: глубину залегания его под поверхностью и расстояние от преобразователя до дефекта вдоль поверхности изделия. Для этого нужно предварительно настроить глубиномер на измерение указанных величин с учетом угла ввода преобразователя, скорости УЗ и времени пробега УЗ в акустической задержке.
С целью компенсации влияния затухания на амплитуду эхо-сигналов от одинаковых отражателей, расположенных на различной глубине, в дефектоскопе предусмотрено наличие блока временной регулировки чувствительности. Этот блок вырабатывает импульс экспоненциальной формы, за счет которого изменяется коэффициент усиления в зависимости от времени прихода сигнала.
Наибольшее распространение в акустических методах НК и диагностики получили пьезоэлектрические преобразователи. Они являются обратимыми, то есть используются как для излучения, так и для приема упругих колебаний и волн. Активным элементом преобразователя служит пьезоэлемент [269]. В общем случае преобразователь может содержать один или несколько пьезоэлементов различной формы. Преобразователь, как самостоятельный функциональный узел прибора, обычно соединяют с электронным блоком гибким коаксиальным кабелем. В простейшем случае используют один пьезоэлемент, выполняемый в виде пластины из пьезоэлектрического материала. Для излучения упругих волн пьезоэлемент возбуждают электрическим напряжением генератора. Электрические сигналы, появляющиеся на пьезоэлементе при приеме упругих колебаний, подают на вход усилителя прибора. Обычно при УЗ контроле применяют пьезопреобразователи с пьезоэлементом в форме пластины (пьезопластины). Она имеет токопроводящие электроды на больших поверхностях. На электроды подают напряжение от генератора электрических колебаний или снимают сигналы, подаваемые на усилитель. Чтобы возбудить поперечные волны, можно заставить поверхности специально изготовленной пьезопластины колебаться в направлениях, перпендикулярных ее толщине, т. е. совершать сдвиговые колебания. Но такие колебания трудно передать в ОК: поверхность пластины будет проскальзывать относительно поверхности ОК и обычная контактная жидкость передать колебания не поможет.
Преобразователь с такой пластиной приклеивают к поверхности ОК или используют очень вязкую контактную жидкость.
В УЗ дефектоскопии применяют более удобный способ возбуждения поперечных волн. Продольную волну возбуждают в промежуточной среде – призме (чаще всего из плексигласа) и направляют на поверхность ОК наклонно. Угол падения таким, чтобы после трансформации на поверхности раздела сред в объект контроля попадала только поперечная волна. В результате в изделии распространяется наклонная к поверхности вертикально поляризованная поперечная волна. Такой преобразователь называют наклонным. Именно тот тип преобразователя используют при контроле сварных соединений, т.к. он позволяет осуществлять ввод ультразвуковых колебаний без снятия усиления.
Из пьезоматериалов наибольшее применение получил цирконат-титанат свинца [289]. Существуют различные марки ЦТС, отличающиеся химическим составом и свойствами. ЦТС это синтетическая, спеченная из массы определенного химического состава, пьезокерамика. На поверхности изготовленных таким образом пластин наносят (краской, вжиганием или напылением) металлические (обычно серебряные) электроды. Далее пластины выдерживают длительное время под большим постоянным напряжением (поляризуют), чтобы материал приобрел пьезосвойства. Если температура пьезопластины из ЦТС-19 поднимется выше 290 °С (точка Кюри) пластина располяризуется, ее приходится поляризовать повторно. ЦТС обладает высоким коэффициентом электромеханической связи, но у него очень большая электрическая емкость. Это уменьшает чувствительность при приеме колебаний. Серийно изготовленные пьезопластины иногда имеют неравномерные свойства по всей поверхности.
Кварц это кристалл, природный материал. Из него под определенными углами к оптическим осям вырезают пластины, способные деформироваться различным образом. Для возбуждения продольных волн применяют пластины -среза, совершающей колебания по толщине. Для возбуждения поперечных волн иногда применяют пластины -среза. Кварц имеет небольшой коэффициент электромеханической связи, однако обладает очень высокой добротностью и стабильностью свойств. Поэтому его применяют в случаях, когда надо обеспечить высокостабильные измерения с постоянными свойствами по всей поверхности пластины.
Классификация пьезопреобразователей (ПЭП) дана ниже по назначению и другим признакам. Основные типы преобразователей (рис. 6):
Источник